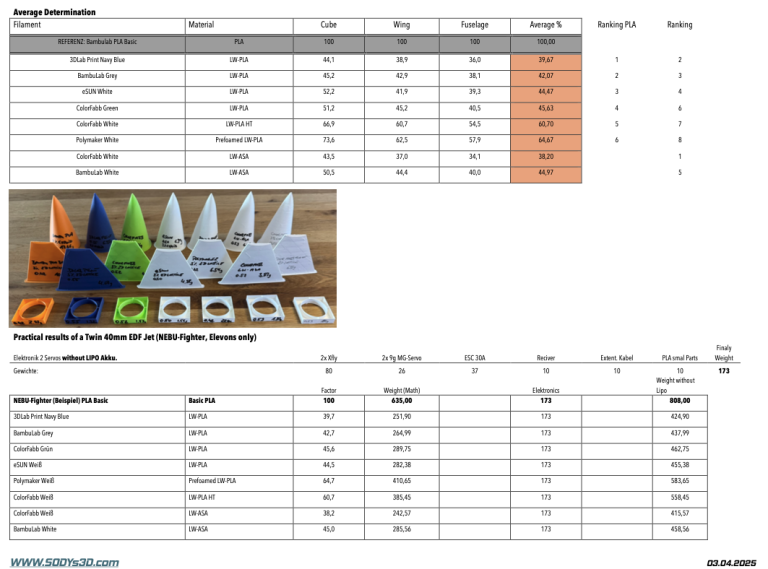
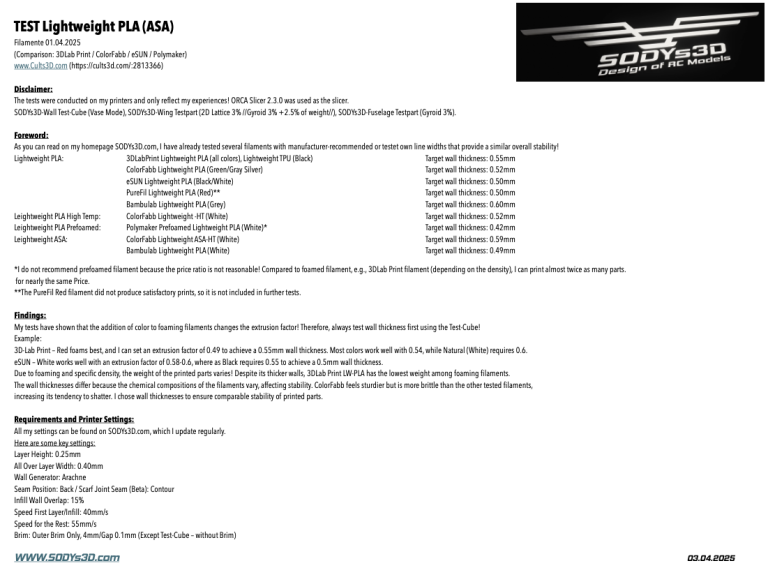
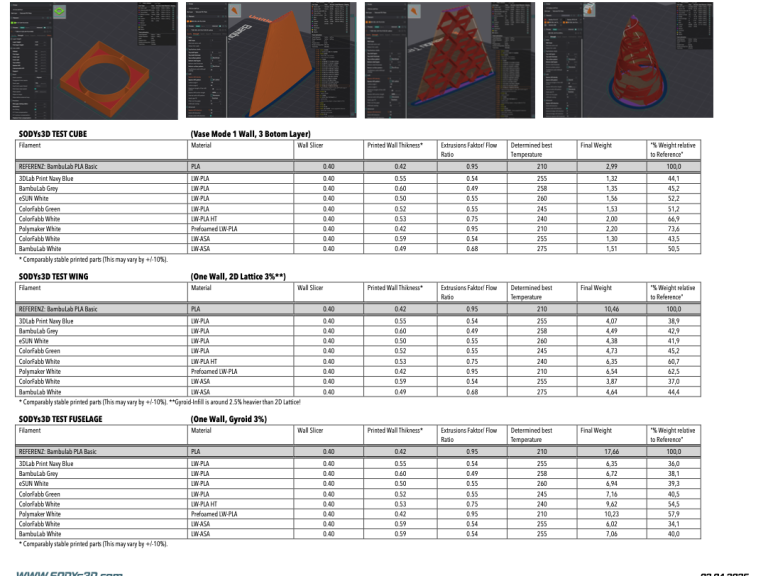
Flow Kalibrierung und Gewicht (finde Dein Druckprofil)
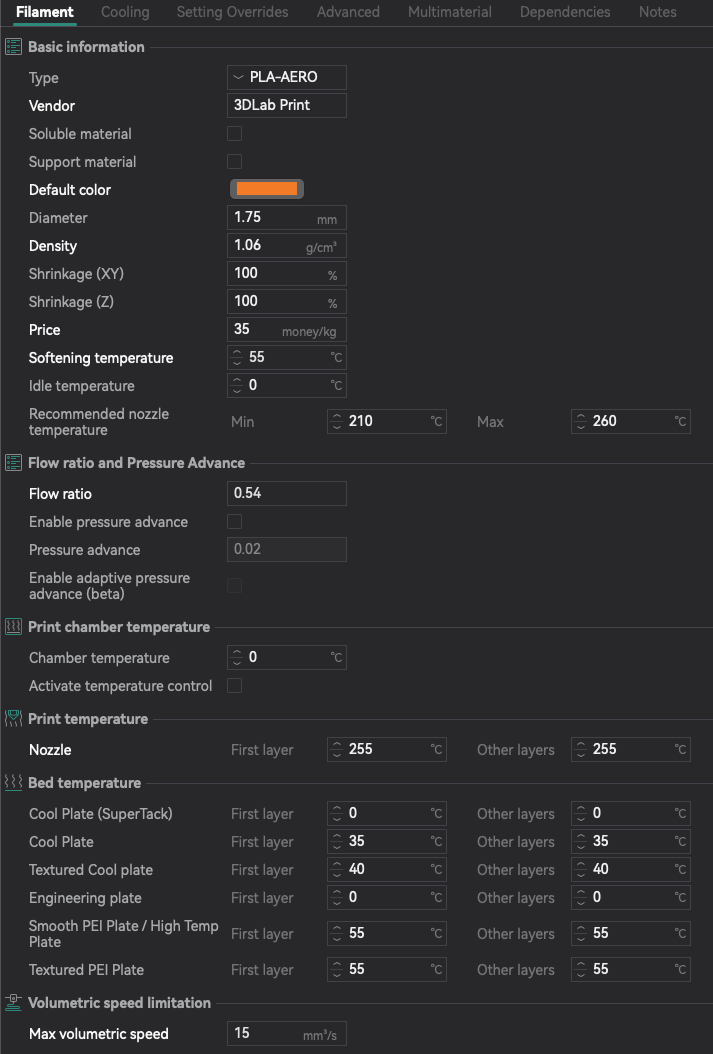
Meine Empfehlung ist, dass Ihr Euch meinen Datei "LW-PLA TEST Wall and Weight" herunterladet und auch die Gewicht Test-Files herunterladet. Sie sind für den Orca Slicer optimiert, können aber in allen Slicern genutzt werden. Die Flow Ratio sollte bei Beginn auf 0.5 stehen. Die empfohlene Wandstärke könnt Ihr aus der Datei entnehmen. Verändert erstmal in 10 Grad Schritten die Temperatur von 240-270°. Wenn Ihr die Größte Schäumung erzielt habt, könnt ihr anfangen mit dem Flow zu arbeiten und diesen erhöhen oder veringern um die gewünschte Wandstärke zu erhalten. Ist sie dünner, erhöht schrittweise den Flow oder umgekehrt. Das ist, wie ich es mache und meine Empfehlung - es gibt viele Möglichkeiten! Danach könnt Ihr Vergleichsdrucke machen.
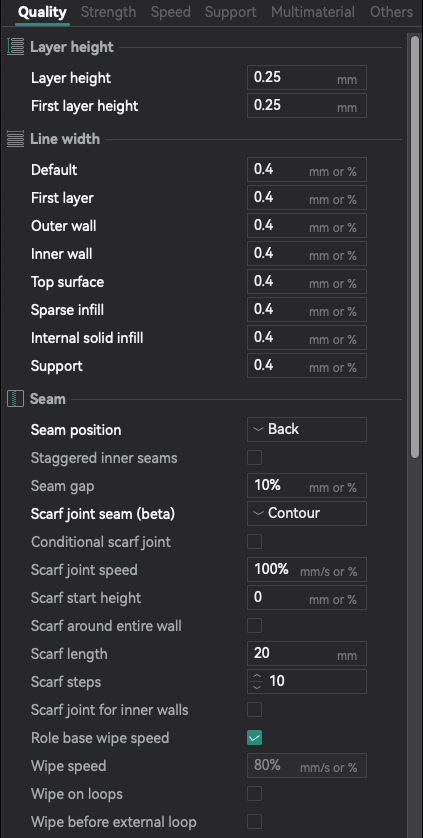
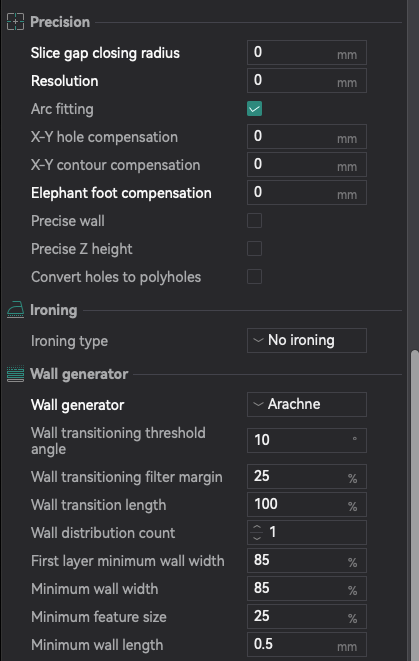
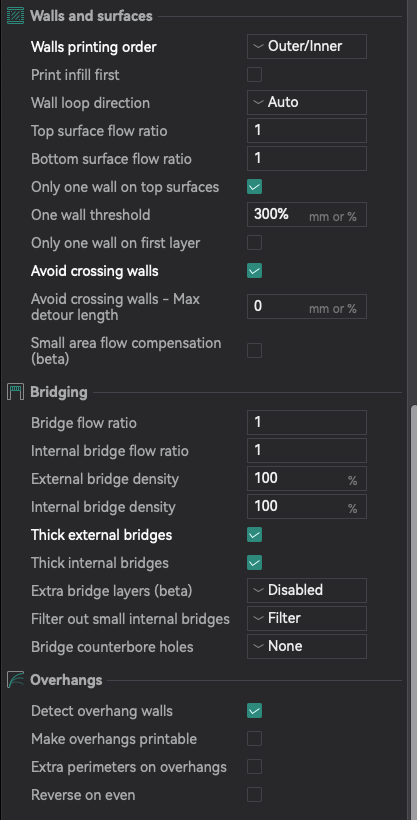
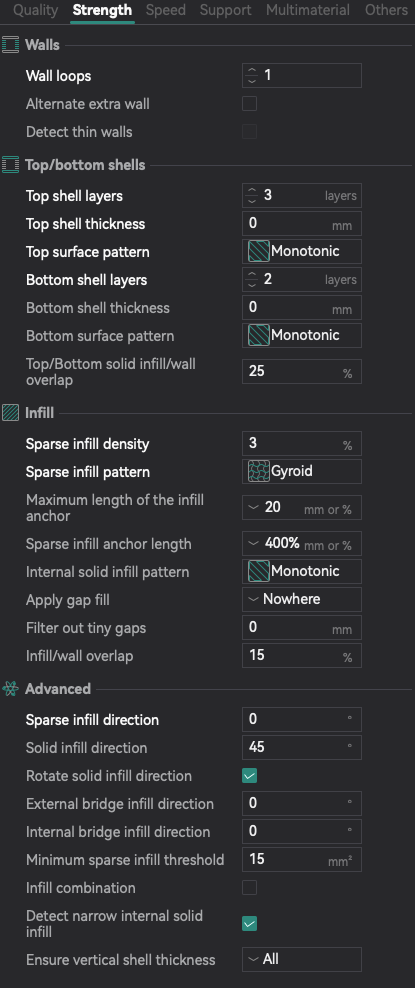
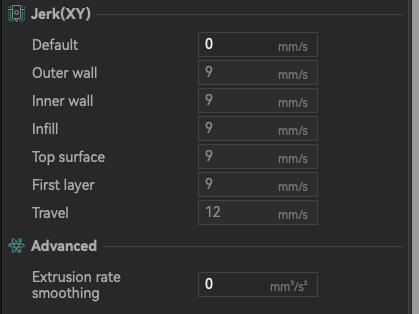
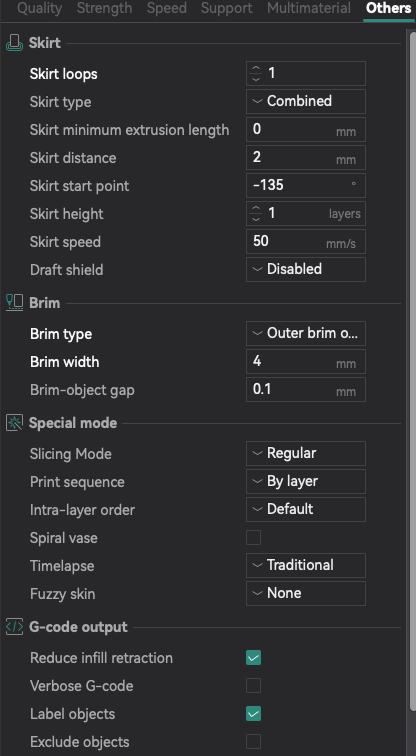
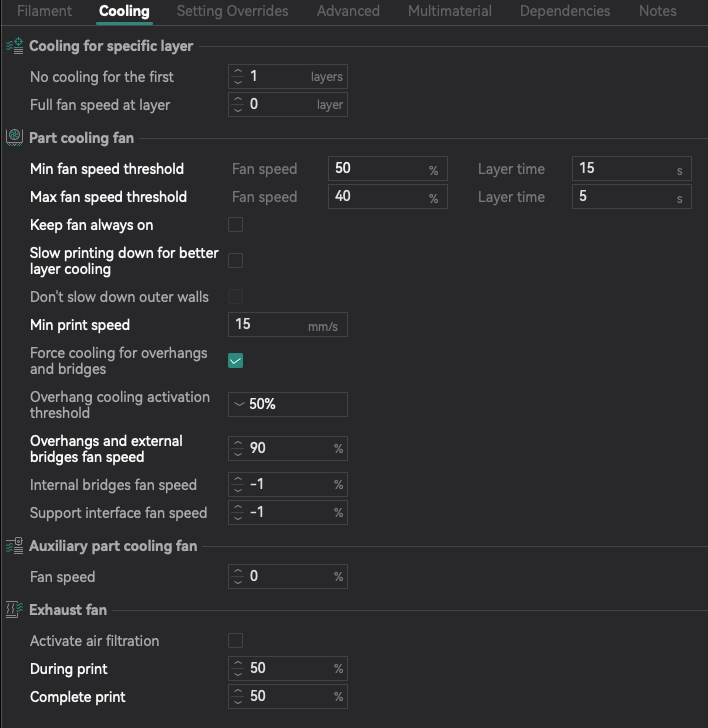
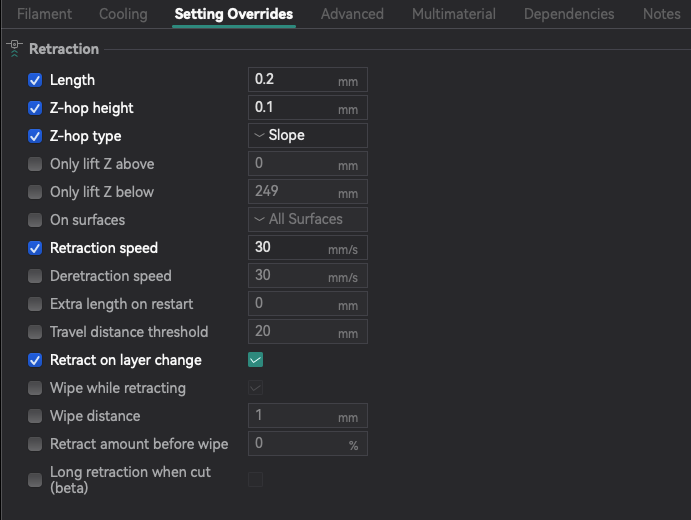
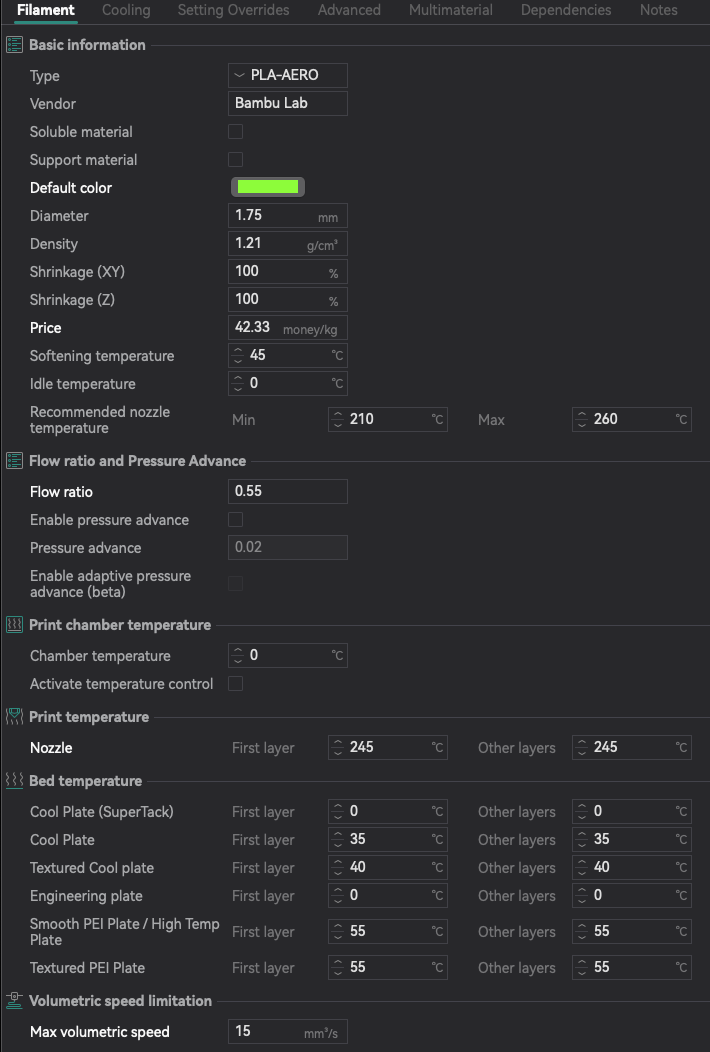
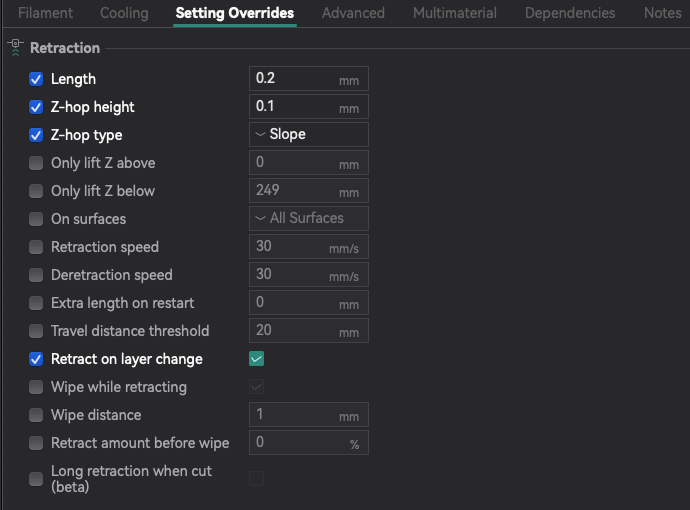
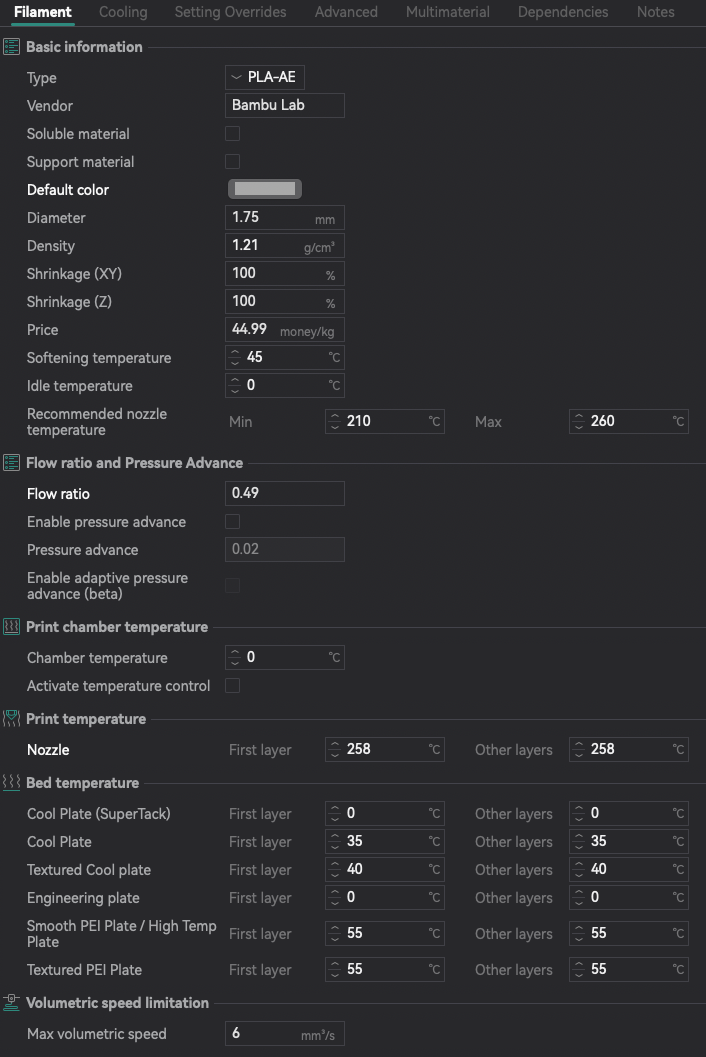
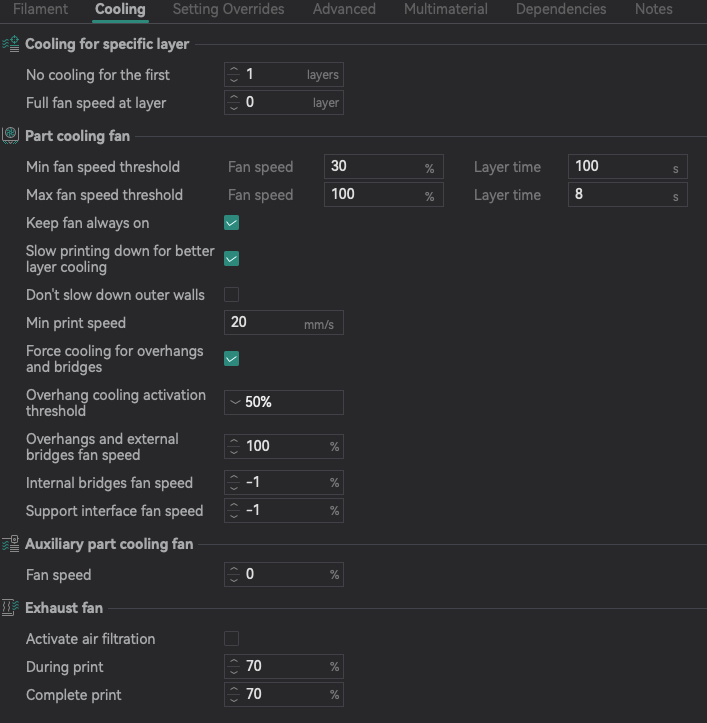
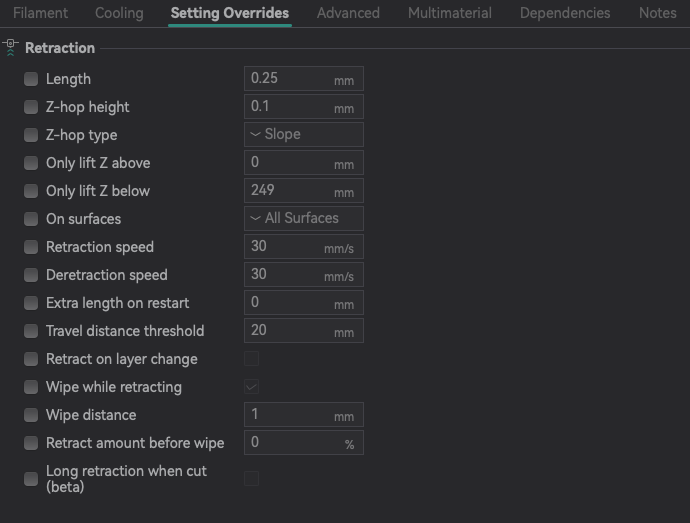
Printer Setting LW-Filament im ORCA Slicer (übertragbar in die meisten Slicer)
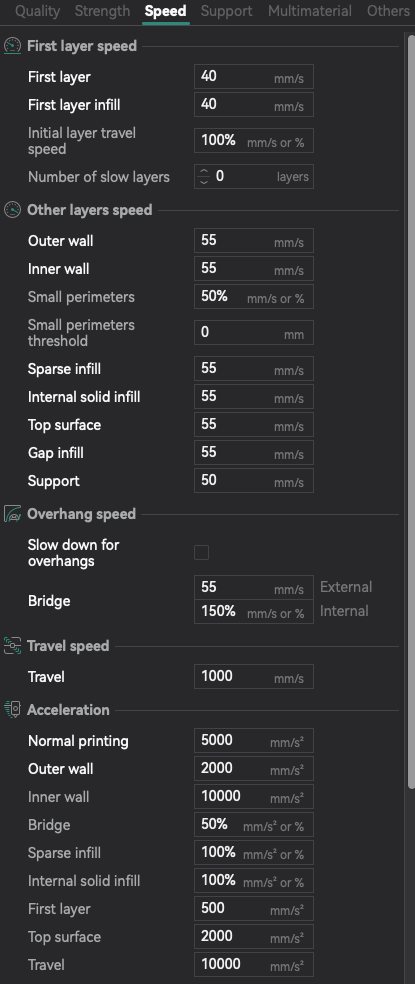
3DLab Print LW-PLA Filament auf BBL 1st. Gen oder QIDI Plus4
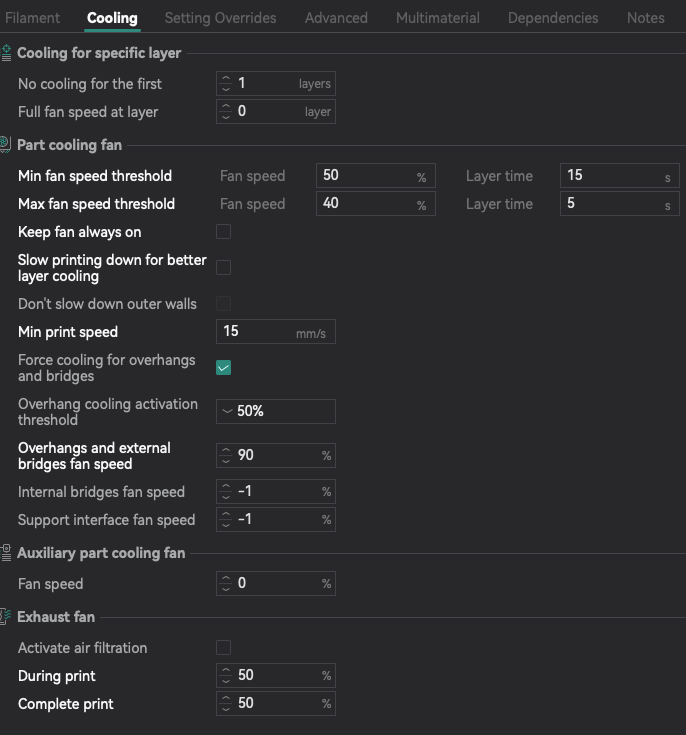
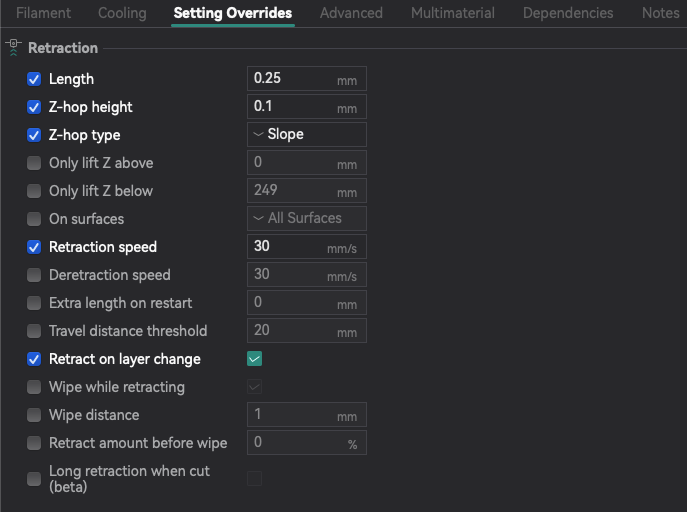


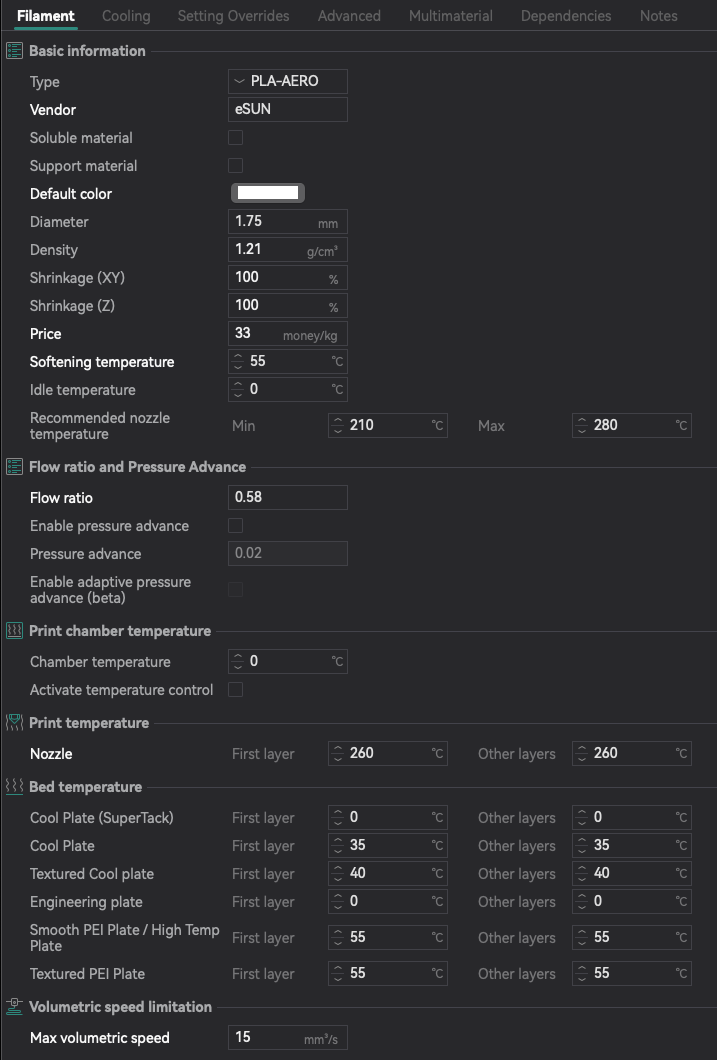
eSUN LW-PLA Filament auf BBL 1st. Gen oder QIDI Plus4
BEMERKUNG:
Das Schwarze Filament schäumt etwas stärker und kann mit einem Flow von 0.55 gedruckt werden!
Letztes Update: 05.04.2025


Normalerweise empfehle ich Gyroid Infil mit 3%, doch das neue Infill 2D Lattice im ORCA Slicer 2.3.0 empfehle ich auch ab sofort für die Flächen und einige Rumpfteile! Achtet auf die Ausrichtung, die muss angepasst werden!
NEUES Infill für Wings und Fuselage
ColorFabb LW-PLA Filament auf BBL 1st. Gen oder QIDI Plus4


BambuLab PLA Aero LW-PLA Filament auf BBL 1st. Gen oder QIDI Plus4

© Urheberrecht. Alle Rechte vorbehalten.
Wir benötigen Ihre Zustimmung zum Laden der Übersetzungen
Wir nutzen einen Drittanbieter-Service, um den Inhalt der Website zu übersetzen, der möglicherweise Daten über Ihre Aktivitäten sammelt. Bitte überprüfen Sie die Details in der Datenschutzerklärung und akzeptieren Sie den Dienst, um die Übersetzungen zu sehen.